Récemment, j’ai participé à un arrêt technique d’une usine industrielle, dans le nord des Landes.
Le sous-traitant, ayant fait appel à mes services pour compléter son équipe, intervenait notamment sur des pompes ROOTS et des pompes NASH (7T sur la balance !).
La mission confiée par le client était le contrôle des transmissions mécaniques entre le moteur et la pompe, ainsi nous avons réalisé :
le contrôle visuel des accouplements élastiques
le contrôle d’usure des ensembles poulies / courroies trapézoïdales
les relevés du jeu radial interne des roulements à alésage conique montés avec manchon de serrage
le regraissage des pistes de roulements et le remplacement des joints de paliers si nécessaire
le contrôle visuel de la structure
le contrôle du serrage des vis de fixation
Et enfin
le contrôle des alignements moteur/ligne d’arbre poulie émettrice et ligne d’arbre poulie réceptrice/pompe
le contrôle de l’alignement des courroies
Les alignements d’arbres ont été réalisé au ligneur laser (type LAS-Set de chez NSK) facilitant cette opération !
L’appareil permet d’éditer un rapport afin d’assurer la traçabilité des mesures d’alignement parallèle (décalage ou concentricité) et d’alignement angulaire (pincement).
photo du site NSK
Les alignements de courroies ont été aussi réalisé au ligneur laser (type LAB-Set de chez NSK).
photo du site NSK
Enfin, pour chaque machine, nous avons rédigé un rapport d’intervention où sont notés les différents contrôles ainsi que les commentaires quand nécessaire.
Nota : Les défauts d’alignements d’arbres et de courroies ont tous été corrigés car en dehors des tolérances recommandées lors des mesures initiales.
Ainsi, le client pourra prioriser puis planifier les interventions et commander les pièces à remplacer, en fonction de nos relevés.
Mais pourquoi réaliser un alignement correct et précis ?
Un alignement d’arbre ou de courroie réalisé avec précision permettra de prévenir :
l’usure prématurée de l’arbre, de l’accouplement, des roulements, des gorges de poulie, des courroies et autres composants mécaniques de la transmission
des fuites excessives de lubrifiant au niveau des joints de palier ou de flasque
l’augmentation des vibrations et du niveau sonore
l’augmentation du frottement, entraînant une consommation d’énergie supérieure
Les objectifs étant de réduire les temps d’arrêt subis, d’augmenter la durée de vie des pièces d’usure voir de la machine…et ainsi réduire les couts qui en découlent !
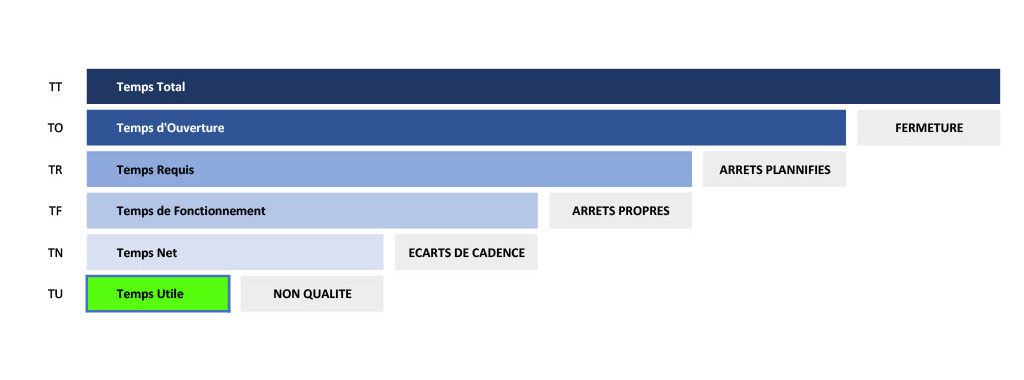
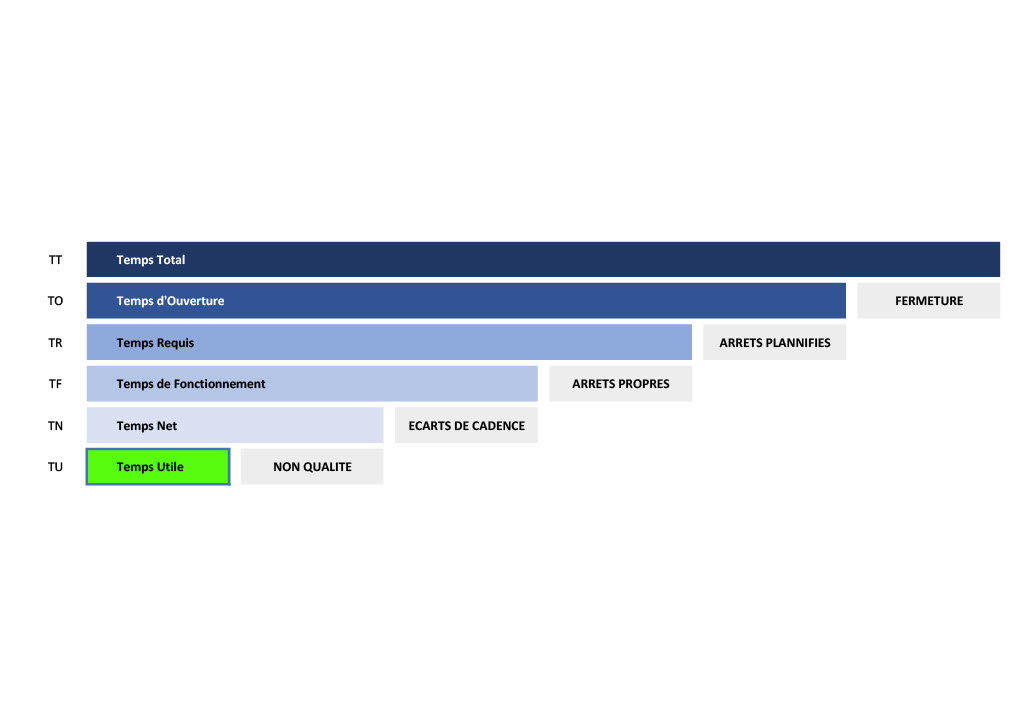
Le Taux de Rendements Synthétique (TRS) est un des indicateurs de performance qui peut être suivi en entreprise. TRS, OEE en anglais.
Il constitue une méthode d’évaluation des performances et permet de donner une vision « synthétique » d’une machine, d’un atelier voir d’une unité de production.
En enregistrant les différents états ainsi que leurs durées (temps d’états), on pourra définir les différents taux servant d’indicateurs, dont le TRS !
Pourquoi suivre le TRS de sa machine ?
Dans une démarche d’amélioration continue, plus ou moins structurée, cela permet :
de définir un point « zéro » et de se fixer des objectifs « S.M.A.R.T » à atteindre !
de prioriser les actions à mener, par l’étude des temps enregistrés et classés par états.
d’impliquer les différents services, à la bonne marche du bien.
L’AFNOR met à disposition une norme pour cadrer, standardiser son utilisation : NF E60-182
ATECS40
Pour calculer le Taux de Rendements Synthétique, il faut diviser le Temps Utile par le Temps Requis de l’équipement ou bien à évaluer, soit :
TRS = TU / TR
Cet article sera complété dans un futur proche… 😉
Dans les prochains articles, nous reviendront plus en détails sur ces indicateurs de performance ou KPI.
Ensemble des mesures techniques, administrative et de gestion, destinées à améliorer la sûreté de fonctionnement d’un système sans changer sa fonction requise
AMDEC
Analyse des modes de défaillances, de leurs effets et de leur criticité.
AMPEC
Analyse des modes de pannes, de leurs effets et de leur criticité.
Analyse de défaillance (NF EN 13306: 01 2018)
Examen logique et systématique des modes de défaillance d’un système et des causes avant ou après une défaillance afin d’identifier les conséquences de la défaillance ainsi que la probabilité de son occurrence. L’analyse de défaillance est généralement exécutée pour améliorer la sûreté de fonctionnement.
Arrêt programmé (FD X 60-100: 05 2012)
Interruption du fonctionnement programmé pour exécuter des opérations de maintenance ou pour d’autres buts.
Bon de travail (B.T) (NF EN 13460 : 2002)
Document contenant toutes les informations relatives à une opération de maintenance et les références à d’autres documents nécessaires à l’exécution du travail de maintenance.
Cahier des charges fonctionnel (NFX 50-150)
Document par lequel le demandeur :
Exprime son besoin en termes de fonctions de service et de contraintes. Pour chacune d’elles sont définis des critères d’appréciation et leurs niveaux, chacun de ces niveaux étant assortis d’une flexibilité
Définit les clauses techniques, les clauses de qualité et les clauses administratives applicables à la fourniture recherchée. Il sert de base à la proposition.
Causes de défaillances (NF EN 13306: 01 2018)
Circonstances au cours de la spécification, de la conception, de la fabrication, de l’utilisation ou de la maintenance qui entraînent la défaillance.
Chaîne fonctionnelle
Ensemble des composants qui assurent une fonction.
Chaîne fonctionnelle en panne
Chaîne fonctionnelle inapte à accomplir une fonction requise.
Chaîne d’énergie
La chaîne d’énergie est l’ensemble des procédés qui vont réaliser une action. La chaîne d’énergie peut être découpée en plusieurs blocs fonctionnels :
Alimenter : mise en forme de l’énergie externe en énergie compatible pour créer une action ;
Distribuer : distribution de l’énergie à l’actionneur réalisée par un distributeur ou un contacteur ;
Convertir : l’organe de conversion d’énergie appelé actionneur peut être un vérin, un moteur ;
Transmettre : cette fonction est remplie par l’ensemble des organes mécaniques de transmission de mouvement et d’effort : engrenages, courroies, accouplement, embrayage…
Source : JORF du 8 janvier 2021
Chaîne d’information
C’est la partie du système automatisé qui capte l’information et qui la traite. La chaîne d’information peut être découpée en plusieurs blocs fonctionnels :
Acquérir : fonction qui permet de prélever des informations à l’aide de capteurs
Traiter : c’est la partie commande composée d’un automate ou d’un microcontrôleur
Communiquer : cette fonction assure l’interface entre l’utilisateur et/ou d’autres systèmes
Transmettre : cette fonction assure l’interface avec l’environnement de la partie commande
Source : JORF du 8 janvier 2021
Composant
Unité technologique minimale, non susceptible d’une réalisation au niveau de son utilisateur.
Conformité (NF EN 13306: 01 2018)
Respect d’une exigence.
Consommable de maintenance (NF X60-012: 2006 08)
Article de faible coût et de consommation fréquente.
Constat de défaillance
Relevé d’informations liées à la défaillance et destiné à orienter les investigations qui permettront d’identifier la fonction puis la chaîne fonctionnelle en panne.
Cycle de vie (NF EN 13306: 01 2018)
Phases successives par lesquelles passe un système, de sa conception à sa mise au rebut EXEMPLE Un cycle de vie typique est constitué des phases suivantes . acquisition, fonctionnement, maintenance, modernisation, mise hors service et/ou mise au rebut.
Défaillance (NF EN 13306: 01 2018)
Perte de l’aptitude d’un système à accomplir une fonction requise.
Dépannage (NF EN 13306: 01 2018)
Action physique exécutée pour permettre à un système en panne d’accomplir sa fonction requise pendant une durée limitée jusqu’à ce que la réparation soit exécutée.
Dégradation (NF EN 13306: 01 2018)
Changement néfaste de l’état physique, avec le temps, l’utilisation ou en raison d’une cause externe. Une dégradation peut conduire à une défaillance. Dans le contexte d’un système, une dégradation peut également être causée par des défaillances au sein du système (voir « état dégradé »).
Diagnostic de panne (NF EN 13306: 01 2018)
Actions menées pour la détection de la panne, sa localisation et l’identification des causes.
Disponibilité (NF EN 13306: 01 2018)
Aptitude d’un système à être en état d’accomplir une fonction lorsqu’elle est requise dans des conditions données, en supposant que les ressources externes nécessaires soient mises à disposition.
Les ressources externes nécessaires autres que la logistique de maintenance n’influent pas sur la disponibilité du système, quoique le système puisse ne pas être disponible du point de vue de l’utilisateur. Cette aptitude dépend de la combinaison de la fiabilité et de la maintenabilité du système, de l’aptitude au soutien ainsi que des actions de maintenance exécutées sur le système.
La disponibilité peut être quantifiée en utilisant des mesures ou des indicateurs appropriés et est ensuite appelée performance de disponibilité.
Dossier de maintenance (NF EN 13306: 04 2001)
Partie de la documentation de maintenance qui enregistre les défaillances, pannes et informations relatives à la maintenance d’un système. Cet enregistrement peut aussi comprendre les coûts de maintenance, la disponibilité du système et toutes autres données pertinentes.
Dossier technique du système (papier ou numérique)
Le dossier constructeur Les plans d’implantation ;
Les plans de circulation des fluides Le dossier de manutention ;
Les modes opératoire – Production ;
Les modes opératoire – Maintenance ;
La notice technique mise à jour des nouveaux composants ;
Instructions de conduite, de nettoyage.
Dossier (QHSE) Qualité-Hygiène-Sécurité-Environnement (papier ou numérique)
Dossier comportant :
Documents liés à la prévention des risques professionnels (Plan Particulier de Sécurité et de Protection de la Santé (PPSP), Plan De Prévention (POP) …) ;
Documents liés à la sécurité, l’hygiène et l’environnement (fiches produits, fiches de données sécurité …) ;
Législation et réglementation applicables au site d’intervention Le document unique de prévention ;
Registre de sécurité ;
Carnet de prescription ;
Procédures et consignes de la santé-sécurité et de l’environnement ;
Les réglementations ;
Le dossier d’environnement ;
Plan d’optimisation de la performance environnementale ressources, eau, énergies, déchets ;
La norme ;
Documents du système qualité : processus, procédure, mode opératoire, spécifications, enregistrement, indicateurs, … ;
Attestation de contrôle et de conformité ;
Fiche d’autocontrôle, documents de suivi, procès-verbal de réception Feuille de consignation, d’autorisation de travail ;
Demande d’intervention ;
Bon de travail, feuille d’intervention.
Dossier outillages, matériels, composants (papier ou numérique)
Dossier comportant :
Documents fournisseurs (extraits des catalogues de composants, de pièces de rechange, de consommables, tarif, bon de commande, planning de livraison, … ) ;
Les notices d’utilisations des matériels de mesures et de contrôle Les notices techniques des nouveaux composants ;
Les bons de réception, de commandes (de sortie de magasin) ;
Documents de gestion du stock.
Élément (NF X 11-500)
Partie constitutive d’un ensemble ou d’un sous-ensemble, quelle qu’en soit la nature ou la dimension.
Ensemble (X60-012: 121982)
Groupement de sous-ensembles assurant une ou plusieurs fonctions techniques qui le rendent apte à remplir une fonction opérationnelle.
Essai de conformité (NF EN 13306: 01 2018)
Essai destiné à montrer si une caractéristique ou une propriété d’un système est, ou non, conforme aux exigences stipulées.
Essai de fonctionnement (NF EN 13306 : 01 2018)
Actions menées après une action de maintenance pour vérifier que le système est en mesure d’accomplir la fonction requise.
Entretien courant (maintenance de niveau 1) (NF EN 13306: 01 2018)
Activités de maintenance préventive simples régulières ou répétées. L’entretien courant peut inclure par exemple le nettoyage, le resserrage de connexions, le remplacement des connecteurs, le contrôle des niveaux de liquide, la lubrification, etc.
Externalisation de la maintenance (NF EN 13306: 01 2018)
Contractualisation de tout ou partie des activités de maintenance d’une organisation pendant une période de temps mentionnée.
Dans le cas d’une externalisation complète de toutes les activités de maintenance, cela est appelé « externalisation complète de la maintenance ».
Fiabilité (NF EN 13306: 01 2018)
Aptitude d’un système à accomplir une fonction requise, dans des conditions données, durant un intervalle de temps donné. La fiabilité d’un système peut être calculée à partir des défaillances observées sur lui-même et/ou un ensemble de systèmes comparables pendant un intervalle de temps donné.
La fiabilité prévisionnelle d’un système exprime le niveau de confiance qui lui est accordé, estimé à partir de la fiabilité observée de systèmes comparables et de fa connaissance de son état réel.
Dans certains cas, au fieu de se baser sur un intervalle de temps donné, if est possible de considérer un nombre donné d’unités d’usage pour quantifier fa fiabilité (nombre de sollicitations, nombre d’heures de fonctionnement, nombre de kilomètres, etc.).
Les conditions données peuvent comprendre les actions de maintenance préventive et les modes et conditions de fonctionnement.
Fonction opérative
Fonction qui agit directement sur la matière d’œuvre transformée par le système automatisé. Une fonction opérative peut être composée d’une ou plusieurs fonctions opératives élémentaires.
Fonction requise (NF EN 13306: 01 2018)
Fonction, ensemble de fonctions ou totalité des fonctions d’un système, considérées comme nécessaires pour satisfaire à une exigence donnée.
Historique d’un système
Tous les événements qu’ils soient de maintenance préventive ou corrective, d’exploitation, de mise en conformité, de modification, liés à des mises en services, des arrêts, des travaux, etc., sont consignés pour constituer l’historique du système et en permettre la traçabilité.
L’historique de maintenance est un sous-ensemble de l’historique d’un système.
La désignation et la codification du système permettront alors une analyse hiérarchique de ce dernier, par système, fonction, système, voire par élément chaque fois que nécessaire, pour ajuster en permanence la stratégie de maintenance.
L’utilisation d’un outil informatique adapté tel que l’outil logiciel de Gestion de Maintenance Assisté par ordinateur (GMAO) facilitera cette analyse (FD X60-000 : 05 2012).
Historique de maintenance (NF EN 13306: 01 2018) – Historique du système
Partie de la documentation de maintenance qui enregistre l’historique de toutes les données concernant la maintenance pour un système.
L’historique peut contenir des enregistrements, des défaillances, des pannes, des coûts, de la disponibilité du système, du temps de disponibilité et d’autres données pertinentes. L’historique de maintenance est un sous-ensemble de l’historique du système.
La désignation et la codification du système permettront alors une analyse hiérarchique de ce dernier, par système, fonction, système, voire par élément chaque fois que nécessaire, pour ajuster en permanence la stratégie de maintenance. L’utilisation d’un outil informatique adapté tel que l’outil logiciel de Gestion de la Maintenance facilitera cette analyse.
L’historique du système est un dossier comportant :
Le planning des interventions
Le compte rendu et rapport des interventions
L’accès à la GMAO
Les comptes rendus des groupes de réflexion
Le cahier des consignes
Indicateur
Informations choisies, associées à un phénomène, destinées à en observer périodiquement les évolutions au regard d’objectifs préalablement définis. L’analyse de ces indicateurs doit permettre de définir les actions à mener (XP X 60-021 _- 08 1995).
Inspection (NF EN 13306: 01 2018)
Examen de conformité réalisé en mesurant, en observant ou en testant les caractéristiques significatives d’un système.
Intégrer des nouveaux systèmes
Activité ayant pour objet l’intégration de nouveaux systèmes (nouvelles machines) dans l’entreprise. L’intégration de nouveaux composants est exclue de cette activité.
ISO 14000
Ensemble des normes concernant le management environnemental.
ISO 50001
Ensemble des normes concernant le management de l’énergie au travers d’une gestion continue et efficace de l’énergie.
Localisation de la panne (NF EN 13306 : 01 2018)
Actions menées en vue d’identifier à quel niveau d’arborescence du système en panne se situe le fait générateur de la panne. Ces actions peuvent comporter des essais fonctionnels (méthode d’essai prévoyant le choix d’essais types en utilisant uniquement les spécifications fonctionnelles du système).
Management de la maintenance (NF EN 13306: 01 2018)
Toutes les activités des instances de direction qui déterminent les exigences, les objectifs, la stratégie et les responsabilités en matière de maintenance et qui les mettent en application par des moyens tels que la planification, la maîtrise et le contrôle de la maintenance, l’amélioration des activités de maintenance et des aspects économiques.
Maintenabilité (NF EN 13306: 01 2018)
Dans des conditions données d’utilisation, aptitude d’un système à être maintenu ou rétabli dans un état où il peut accomplir une fonction requise, lorsque la maintenance est accomplie dans des conditions données, en utilisant des instructions et des moyens prescrits.
La maintenabilité peut être quantifiée en utilisant des mesures ou indicateurs appropriés et est alors appelée performance de maintenabilité.
Les indicateurs clés de performance dans la maintenance
MOTBF : temps moyen de fonctionnement entre défaillances (NF EN 13306: 01 2018)
Moyenne des temps de fonctionnement entre défaillances.
Dans le domaine de fa fiabilité, le temps moyen de fonctionnement entre défaillances est défini comme l’espérance mathématique du temps de fonctionnement entre défaillances. Ce terme est appliqué aux systèmes réparables.
MTBF : temps moyen entre défaillances (NF EN 13306 : 01 2018)
Le MTBF est la moyenne des temps entre défaillances.
Dans le domaine de fa fiabilité, le temps moyen entre défaillances est défini comme l’espérance mathématique du temps entre défaillances.
MRT : temps moyen de réparation (NF EN 13306: 01 2018)
Moyenne des temps de réparation.
Dans le domaine de la fiabilité, le temps de réparation moyen est défini comme l’espérance mathématique du temps de réparation.
MTTR : temps moyen avant remise à disposition (NF EN 13306: 01 2018)
Moyenne des temps de remise à disposition. Dans le domaine de la fiabilité, le temps moyen avant remise à disposition est défini comme l’espérance mathématique du temps avant remise à disposition.
Types de maintenance (FD X 60-000 : 05 2002)
La typologie des actions de maintenance peut s’effectuer à travers les niveaux de maintenance (les niveaux de maintenance sont caractérisés par la complexité des tâches de maintenance) et les échelons de maintenance (l’échelon de maintenance est caractérisé par la compétence du personnel, les moyens disponibles, l’emplacement : maintenance sur site, maintenance en atelier, maintenance chez le constructeur ou une société spécialisée).
Maintenance (NF EN 13306 : 01 2018)
Ensemble de toutes les actions techniques, administratives et de management durant le cycle de vie d’un système, destinées à le maintenir ou à le rétablir dans un état dans lequel il peut accomplir la fonction requise.
Les actions de maintenance technique incluent l’observation et les analyses de l’état du système (par exemple, inspection, surveillance, essai, diagnostic, pronostic, etc.) et des tâches de maintenance active (par exemple, réparation, remise en état).
Maintenance active (NF EN 13306: 01 2018)
Partie de la maintenance pendant laquelle des actions sont directement exécutées sur un système afin de le maintenir ou le rétablir dans un état dans lequel il peut accomplir la fonction requise.
La maintenance préventive active est la partie de fa maintenance préventive pendant laquelle des actions sont entreprises pour restaurer directement un système suite aux dégradations observées par surveillance en fonctionnement, inspection ou essai.
La maintenance corrective active est la partie de la maintenance corrective pendant laquelle des actions sont entreprises pour remettre un système à disposition.
Maintenance conditionnelle (NF EN 13306: 01 2018)
La maintenance conditionnelle est une maintenance préventive qui inclut l’évaluation des conditions physiques, l’analyse et les éventuelles actions de maintenance qui en découlent.
L’évaluation des conditions peut être effectuée par observation réalisée par l’opérateur et/ou inspection et/ou essais et/ou surveillance de l’état des paramètres système, etc., et menée selon un programme, sur demande ou en continu.
Maintenance corrective (NF EN 13306: 01 2018)
Maintenance exécutée après détection d’une panne et destinée à rétablir un système dans un état dans lequel il peut accomplir une fonction requise.
Maintenance corrective différée (NF EN 13306: 01 2018)
Maintenance corrective qui n’est pas exécutée immédiatement après la détection d’une panne, mais est retardée en accord avec des règles de maintenance données.
Maintenance corrective d’urgence (NF EN 13306: 01 2018)
Maintenance corrective qui est exécutée sans délai après détection d’une panne afin d’éviter des conséquences inacceptables.
Maintenance préventive (NF EN 13306: 01 2018)
La maintenance préventive est une maintenance destinée à évaluer et/ou atténuer la dégradation et réduire la probabilité de défaillance d’un système.
Maintenance prévisionnelle (NF EN 13306 : 01 2018)
Maintenance conditionnelle exécutée suite à une prévision obtenue grâce à une analyse répétée ou à des caractéristiques connues et à une évaluation des paramètres significatifs de la dégradation du système.
Maintenance programmée (NF EN 13306: 01 2018)
Maintenance exécutée selon un planning préétabli ou selon un nombre défini d’unités d’usage. Une maintenance corrective différée peut également être programmée.
Maintenance systématique (NF EN 13306: 01 2018)
Maintenance préventive exécutée à intervalles de temps préétablis ou selon un nombre défini d’unités d’usage mais sans contrôle préalable de l’état du système. Les intervalles de temps ou le nombre d’unités d’usage peuvent être établis d’après la connaissance des mécanismes de défaillance du système.
Amélioration – Maintenance améliorative (NF EN 13306: 01 2018)
Ensemble de toutes les actions techniques, administratives et de management, destinées à améliorer la fiabilité et/ou la maintenabilité et/ou la sécurité intrinsèques d’un système, sans changer la fonction d’origine. Une amélioration peut également être introduite afin d’empêcher une mauvaise utilisation en fonctionnement et afin d’éviter des défaillances.
Maintenance opportuniste (NF EN 13306 : 01 2018)
Maintenance préventive ou maintenance corrective différée entreprise sans programmation au même moment que d’autres actions de maintenance ou d’événements particuliers pour réduire les coûts, l’indisponibilité, etc.
Télémaintenance (NF EN 13306: 01 2018)
Maintenance d’un système exécutée sans contact physique direct du personnel au système.
Maintenance en ligne (NF EN 13306: 01 2018)
Maintenance exécutée alors que le système est en fonctionnement et sans effet sur ses performances. Pour ce type de maintenance, il est important que toutes les instructions liées à la sécurité soient suivies.
Maintenance sur site (NF EN 13306: 01 2018)
Maintenance exécutée à l’endroit où le système est normalement utilisé ou stocké.
Auto maintenance – Maintenance autonome (NF EN 13306: 01 2018)
Maintenance exécutée par un personnel d’exploitation. Ces actions de maintenance incluent la collecte de données.
Maintenance exceptionnelle (NF EN 13306: 01 2018)
Maintenance préventive peu fréquente et ayant un impact significatif en termes de coûts totaux du cycle de vie.
La maintenance exceptionnelle inclut les grandes actions de maintenance pouvant être :
inévitables et programmées, conduisant ainsi au développement de stratégies alternatives (par exemple, allongement de la durée de vie) ;
inattendues, à la suite d’erreurs de conception, de fabrication, d’système, de fonctionnement ou de maintenance ou de situations accidentelles (incendie, inondation, etc).
Les coûts de la maintenance exceptionnelle sont généralement comptabilisés comme des dépenses d’investissement. La maintenance exceptionnelle est parfois appelée « investissements de renouvellement ».
Modification (NF EN 13306 : 01 2018)
Ensemble des mesures techniques, administratives et de management, destinées à changer une ou plusieurs fonctions d’un système. Une modification n’est pas une action de maintenance, mais se rapporte au changement de fa fonction requise d’un système pour donner à ce système une nouvelle fonction requise. Les changements peuvent avoir une influence sur les caractéristiques de sûreté de fonctionnement.
Une modification peut impliquer une participation du personnel de maintenance. Le changement d’un système lorsqu’une version différente remplace le système d’origine sans changer la fonction ni améliorer la sûreté de fonctionnement est appelé « remplacement » et non « modification ».
Modernisation (NF EN 13306 : 01 2018)
Modification ou amélioration apportée au système en tenant compte des avancées technologiques, pour satisfaire à de nouvelles exigences ou à des changements des exigences.
Niveau(x) de maintenance (NF EN 13306: 01 2018)
Classement en catégories des tâches de maintenance en fonction de la complexité. Le niveau de maintenance peut être associé au niveau dans l’arborescence.
Nomenclature des systèmes (NF EN 13306: 01 2018)
Enregistrement des systèmes identifiés individuellement. Des informations supplémentaires, telles que l’emplacement, peuvent également être conservées dans la nomenclature des systèmes.
Objectifs de maintenance (NF EN 13306: 01 2018)
Buts fixés et acceptés pour les activités de maintenance. Ces buts peuvent comprendre par exemple la disponibilité, la réduction des coûts, la qualité du produit, la protection de l’environnement, la sécurité, la durée de vie utile, la préservation de la valeur des immobilisations.
Ordonnancement (FDX 60-100 : 05 2002)
L’ordonnancement permet de faire la comparaison entre les besoins et les moyens en tenant compte des contraintes, de concevoir un programme de travail et d’engager les moyens nécessaires au moment opportun.
Panne (NF EN 13306: 01 2018)
État d’un système inapte à accomplir une fonction requise, excluant l’inaptitude due à la maintenance préventive ou à d’autres actions programmées ou à un manque de ressources externes.
Une panne résulte habituellement d’une défaillance mais, dans certaines circonstances, telles que la spécification, la conception, la construction ou la maintenance, il peut s’agir d’une panne préexistante.
Pièce (X60-012: 121982)
Élément ou sous-ensemble du système considéré qui n’est ni désassemblé ni divisé lors d’une opération de maintenance. Cette possibilité est fonction du niveau de maintenance considéré, d’où acceptation très générale de ce terme dans son usage courant.
Plan de maintenance (NF EN 13306 : 01 2018)
Un plan de maintenance est un ensemble structuré et documenté de tâches qui comprennent les activités, les instructions, les ressources et la durée nécessaire pour exécuter la maintenance.
Plan de maintenance préventive (FD X 60-000 : 05 2002)
Ensemble structuré des tâches qui comprennent les activités, les procédures, les ressources et la durée nécessaire pour exécuter la maintenance préventive. L’élaboration du plan de maintenance préventive a pour but de définir :
Sur quel système effectuer la maintenance ;
Quelles sont les interventions à prévoir ;
Quand et comment elles doivent être réalisées.
Planning de maintenance (NF EN 13306: 01 2018)
Plan élaboré à l’avance notifiant quand il convient d’exécuter une tâche de maintenance spécifique.
Politique de maintenance (FD X 60-000 : 05 2002)
La politique de maintenance consiste à fixer les orientations (méthode, programme, budget, etc.) dans le cadre des buts et objectifs fixés par la direction de l’entreprise.
Préparation des tâches de maintenance (NF EN 13306 : 01 2018)
Fourniture de toutes les informations nécessaires et identification des ressources requises pour permettre d’effectuer les tâches de maintenance.
La préparation peut inclure la définition de la manière d’exécuter le travail, une référence aux instructions et/ou à la documentation applicable, les permis requis, les pièces de rechange, les compétences, les outils, etc.
Réparation (NF EN 13306: 01 2018)
Action physique exécutée pour rétablir la fonction requise d’un système en panne. La réparation peut également inclure la localisation de la panne et l’essai de fonctionnement. La correction de panne a la même signification que la réparation.
Révision (NF EN 13306: 01 2018)
Ensemble complet d’actions de maintenance préventive réalisées afin de maintenir le niveau requis de performance d’un système. Une révision peut être conduite à intervalles prescrits de temps ou après un nombre déterminé d’opérations. Elle peut nécessiter un démontage total ou partiel du système.
Sous-ensemble (FD X 60-012: 121982)
Groupement d’éléments associés en fonctionnement entrant dans la composition d’un ensemble.
Sous-système (FD X 60-012: 12 1982)
Association de composants destinée à remplir une ou plusieurs fonctions(s) opérationnelle(s) au sein d’un système.
Sous-traitant (XP ENV 13269: 08 2001)
Organisme désigné par l’une des parties responsables vis-à-vis du prestataire de services de maintenance, chargé d’effectuer les travaux ou services permettant d’exécuter le contrat principal.
Sous-traitance
Opération par laquelle un entrepreneur confie par un sous-traité, et sous sa responsabilité, à une autre personne appelé sous-traitant tout ou partie de l’exécution d’un contrat d’entreprise conclu avec le maitre de l’ouvrage.
Sûreté de fonctionnement (NF EN 13306: 01 2018)
Aptitude à fonctionner comme cela est requis et lorsque cela est requis. La sûreté de fonctionnement comprend la disponibilité, la sûreté, la sécurité, la durabilité et les facteurs qui les influencent (la fiabilité, la maintenabilité, les performances de logistique de maintenance, les conditions d’utilisation et l’influence du personnel d’exploitation).
La sûreté de fonctionnement est utilisée comme terme collectif désignant les caractéristiques de qualité d’un système liées au temps.
Surveillance de fonctionnement (NF EN 13306: 01 2018)
Activité, exécutée soit manuellement, soit automatiquement, destinée à mesurer à intervalles prédéterminés les caractéristiques et les paramètres de l’état physique réel d’un système.
La surveillance en fonctionnement se distingue de l’inspection en ce qu’elle est utilisée pour évaluer l’évolution des paramètres du système avec le temps. Elle peut être continue sur un intervalle de temps ou peut être réalisée après un nombre déterminé d’opérations. La surveillance en fonctionnement est généralement conduite sur un système en état de fonctionnement.
Stratégie de maintenance (NF EN 13306: 01 2018)
Méthode de management utilisée en vue d’atteindre les objectifs de maintenance fixés. La stratégie de maintenance implique la mise en œuvre d’un plan de maintenance avec des objectifs chiffrés et mesurables.
Il est de la responsabilité de toute organisation de maintenance de définir sa stratégie de maintenance selon les principaux objectifs suivants :
Assurer la disponibilité du système pour la fonction requise, au coût optimal ;
Considérer la sûreté, les personnes, l’environnement et toutes les autres exigences obligatoires relatives aux systèmes ;
Tenir compte des répercussions sur l’environnement ;
Améliorer la durabilité du système et/ou la qualité du produit ou du service fournis, en tenant compte des coûts.
Les choix sont à faire pour :
Développer, adapter ou mettre en place des méthodes de maintenance ;
Élaborer et optimiser les instructions de maintenance ;
Organiser les équipes de maintenance ;
Internaliser et/ou externaliser partiellement ou totalement les tâches de maintenance ;
Définir, gérer et optimiser les stocks de pièces de rechange et de consommables, la documentation, les outillages, …
Décider de la modernisation ou de l’amélioration des systèmes sur la base de l’étude de leur impact économique (temps de retour sur investissement).
Système
Association de sous-systèmes constituant un tout organique complexe destiner à remplir une fonction générale (régulation, sécurité, transport (NF E 90-001)
Ou
Ensemble cohérent de dispositions (économiques, administratives et techniques) coordonnées visant à l’obtention d’un objectif défini.
Ces deux derniers termes sont généralement complétés par la nature des fonctions concernées. Par exemple, système de navigation aérienne et sous-système de transmission de données (X60-012 .· 12 1982).
Système (NF EN 13306: 01 2018)
Élément, composant, mécanisme, sous-système, unité fonctionnelle, système ou système qui peut être décrit et considéré individuellement.
Un nombre donné de systèmes, par exemple un ensemble de systèmes ou un échantillon, peut lui-même être considéré comme un système. Un système peut être constitué d’un matériel, d’un logiciel ou des deux. Un logiciel est constitué de programmes, d’instructions, de règles, d’une documentation et de données d’un système de traitement de l’information.
Système réparable (NF EN 13306: 01 2018)
Système qui peut, après une défaillance et dans des conditions données, être rétabli dans un état dans lequel il peut accomplir une fonction requise. Les conditions données peuvent être économiques, écologiques, techniques et/ou autres.
Système consommable (NF EN 13306 : 01 2018)
Système ou matière qui peut être consommé, régulièrement remplacé et n’est généralement pas spécifique du système. Comparés au système lui-même, les systèmes consommables ont généralement un coût relativement faible.
Système automatisé
Un système automatisé est composé de plusieurs éléments qui exécutent un ensemble de tâches programmées sans que l’intervention de l’homme soit nécessaire.
Nous allons voir / revoir quelques notions sur la MAINTENANCE :
Comment décrire la maintenance ???
L’AFNOR en donne la définition, à travers la norme européenne NF EN 13306.
Maintenance : « ensemble de toutes les actions techniques, administratives et de management durant le cycle de vie d’un bien, destinées à le maintenir ou à le rétablir dans un état dans lequel il peut accomplir la fonction requise ».
Quels objectifs pour le service maintenance et sa stratégie ?
assurer la disponibilité du bien pour la fonction requise, au coût optimal.
considérer la sûreté, les personnes, l’environnement et toutes les autres exigences obligatoires relatives aux biens et tenir compte des répercussions sur l’environnement.
améliorer la durabilité du bien et/ou la qualité du produit ou du service fournis, en tenant compte des coûts.
Nous reverrons plus en détails, la fonction maintenance et ses normes dans nos prochains articles.
Quelques remarques :
Le service maintenance a donc pour mission principale de « maintenir » les outils de production et leurs utilités en capacité opérationnelle.
Le service maintenance est une fonction stratégique pour l’entreprise, avec des missions complémentaires, par ex. en participant à l’amélioration de la Qualité ainsi que de la gestion de la Production.
Au niveau opérationnel de l’entreprise, une politique de maintenance, efficace et optimisée, permettra de :
de réduire les coûts de la non-qualité et des coûts engendrés par l’arrêt de production (pannes) ou le dysfonctionnement d’un outil de production.
d’augmenter la productivité avec des outils industriels qui sont les plus adaptés, les plus fiables et qui donnent les meilleurs rendements.
d’assurer la disponibilité de tous les équipements de l’entreprise au coût le plus adapté (le coût optimum de maintenance).

 photo du site NSK
photo du site NSK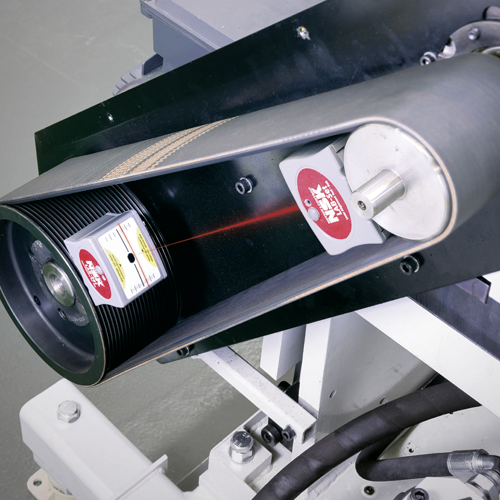 photo du site NSK
photo du site NSK